Track
A label that gives you global visibility of your shipments, cargo and inventory - from activation to delivery.
Cutting edge technology
How it works
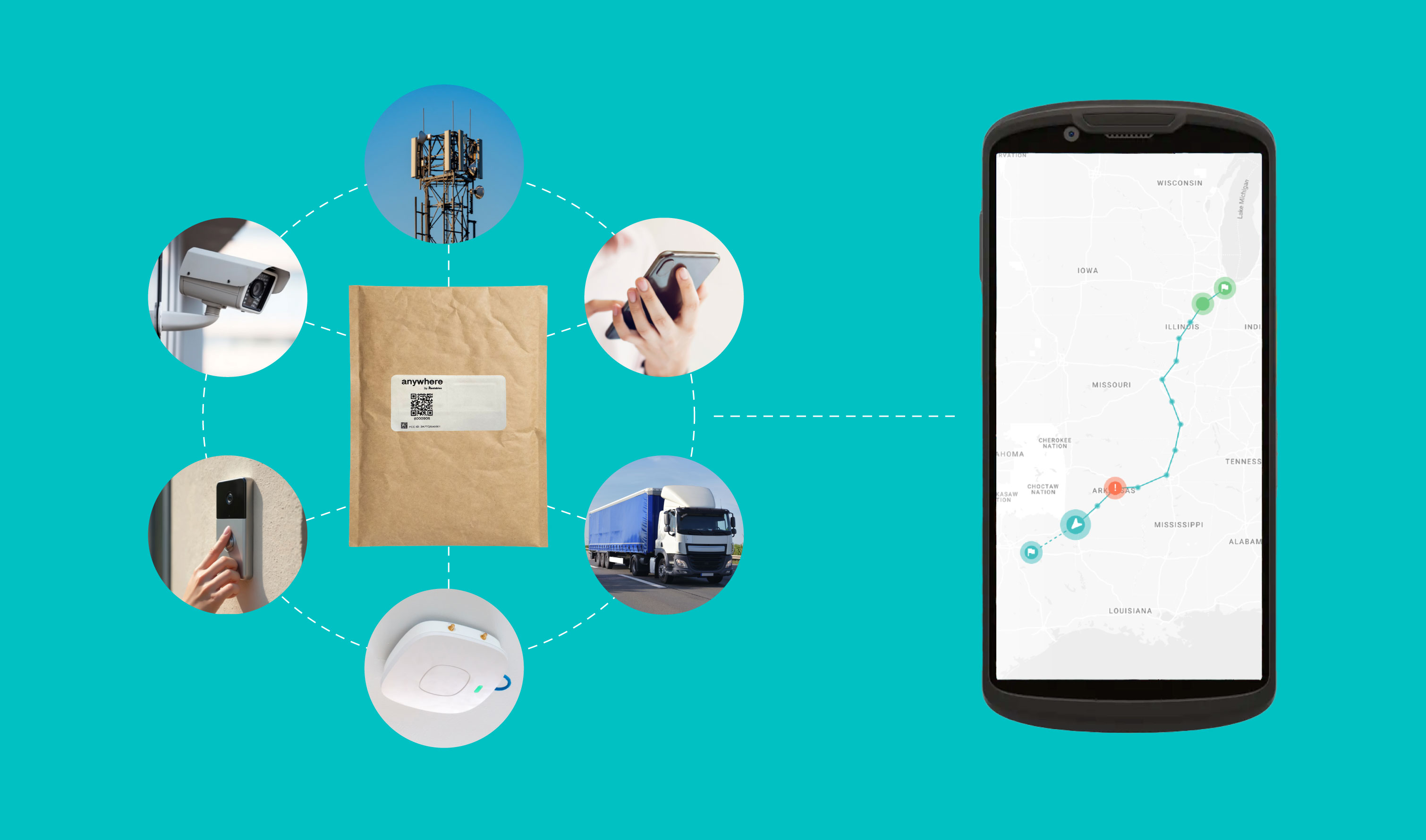
Labels emit a secure, encrypted signal detected by partner devices—smartphones, access points, IoT infrastructure, and vehicle telematics systems—and relayed to the cloud.
Cellular-enabled labels can also be located via cellular networks.
Powered by a network of over 100M devices and rapidly expanding.

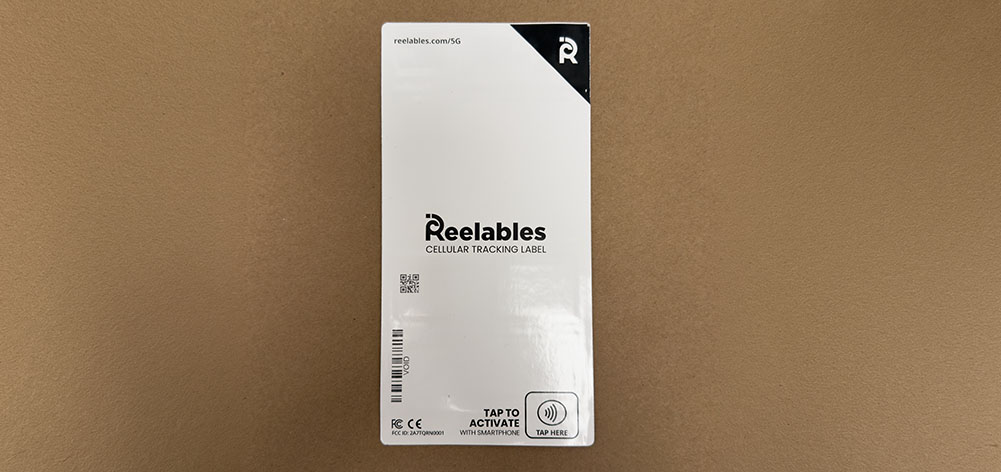
Activate
Insert label into printer or activate via smartphone app in seconds.

Stick
Attach the label to any package, freight or asset.
Track
Get real-time visibility and alerts.

Bluetooth Mode
Cellular Mode
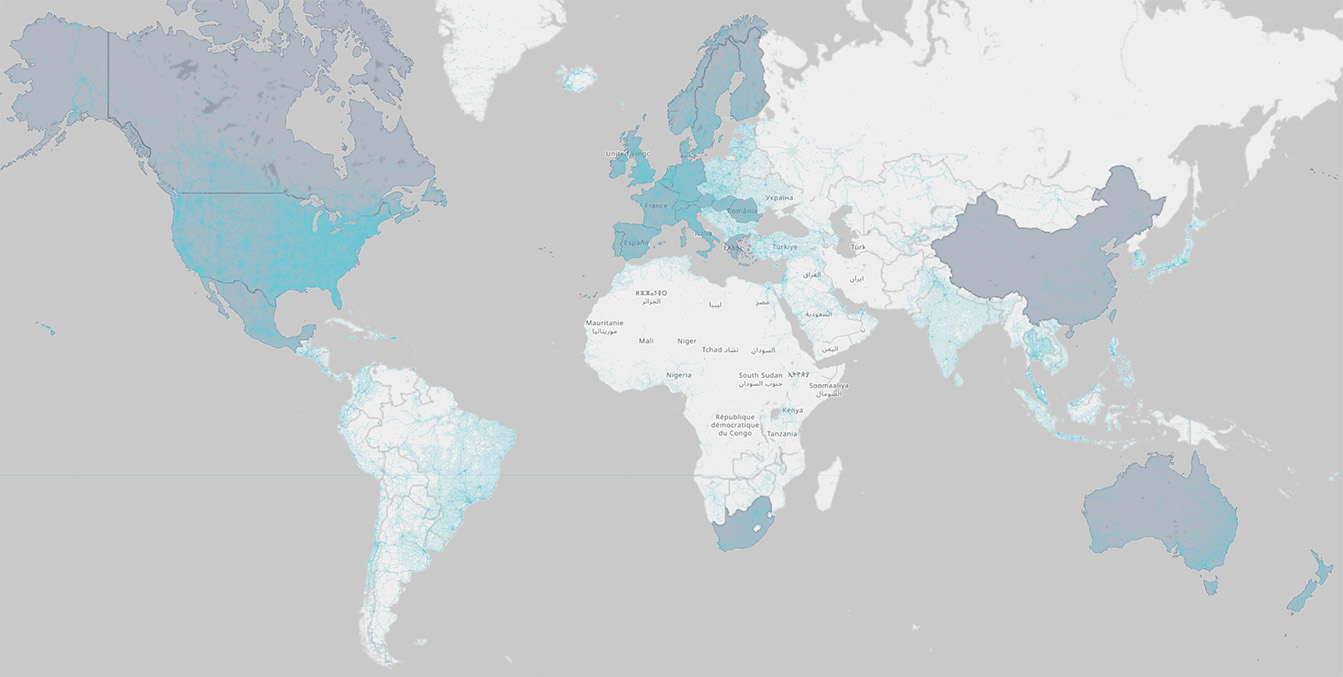
A global network
Global Bluetooth Coverage
Infrastructure-free Bluetooth tracking powered by the world's largest crowdsourced device network. No base stations, no setup.
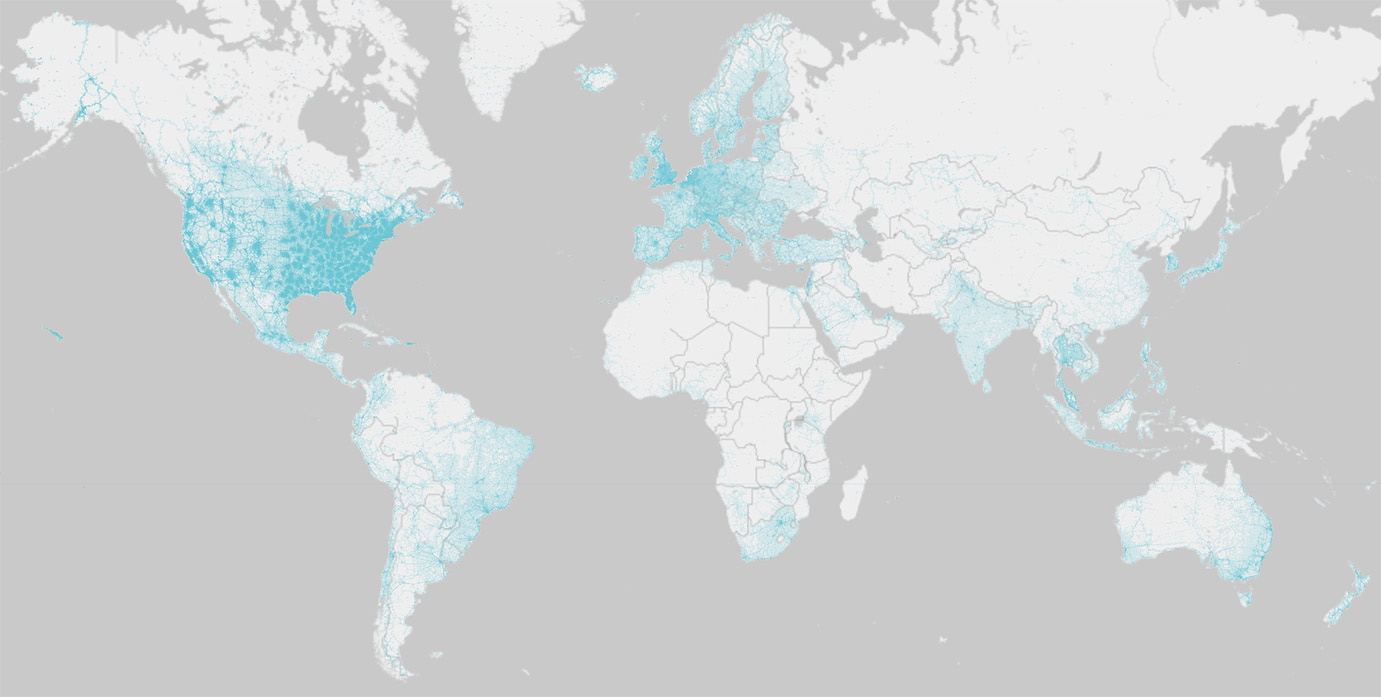
Cellular coverage
Cellular & wifi positioning
in 29 countries
Real-time cellular tracking now live in 29 countries. Connectivity in 180+* countries - automatically switching to the best available network.
* Coming soon: connectivity in 180+ countries
Tracking platform
Complete visibility,
from shipment to delivery
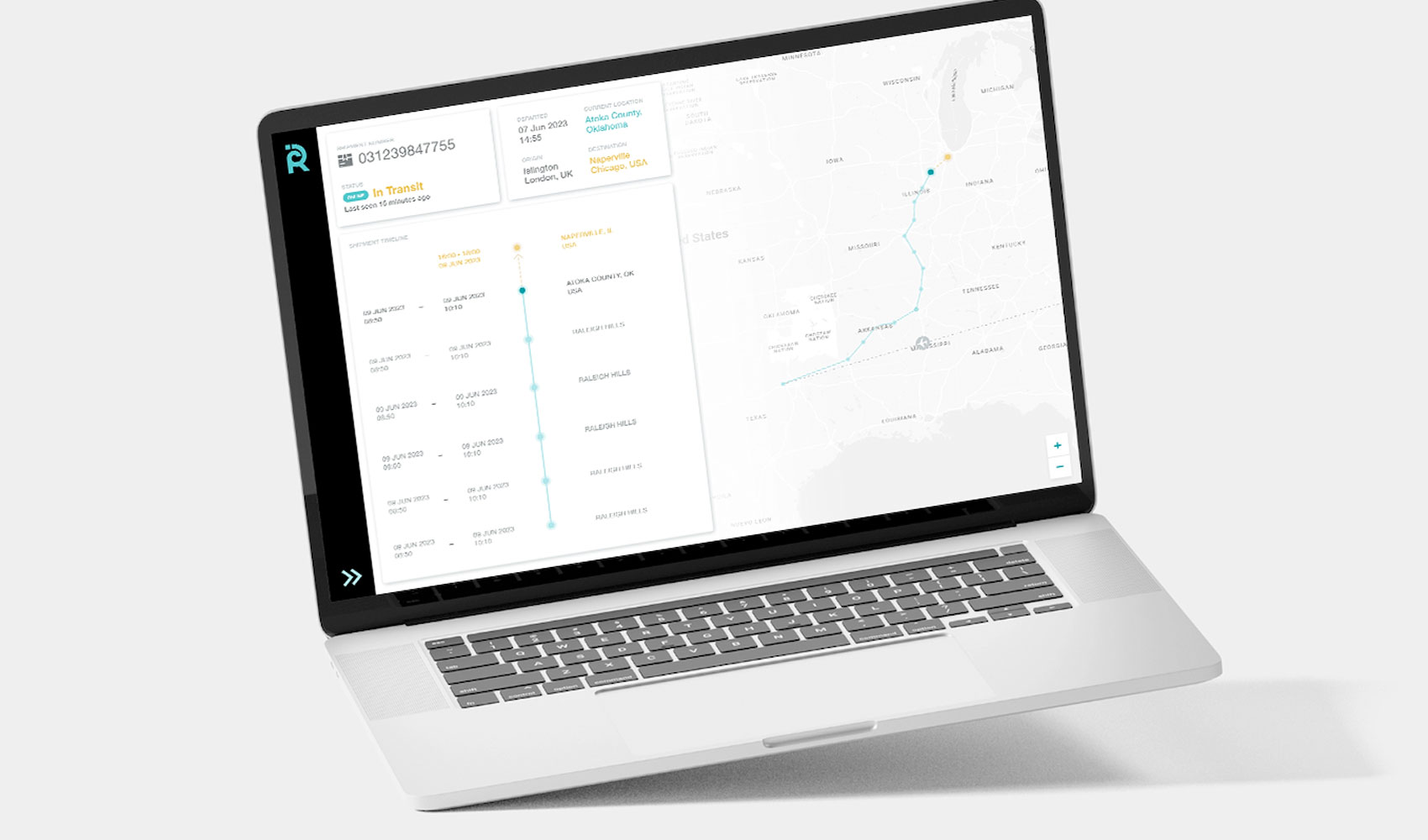
Real-time visibility and detailed location history
See every step of your shipment's journey with timestamped location data.
Status alerts
Instant notifications on arrival, delays, and condition changes.
Route deviation detection
Automated alerts when cargo goes off the expected route.
Solutions for Every Need
Discover how Reelables Smart Labels can transform your operations across multiple use cases

Manufacturing & Processing
Track valuable assets across your facility and supply chain with real-time location updates and automated alerts.

Shipping / Final Mile
Optimize inventory levels with automated counting, stock monitoring, and predictive analytics for better decision-making.

Distribution & Warehousing
Gain end-to-end visibility of goods in transit with automated checkpoints and delivery status updates.

Smart Label
Monitor work-in-progress items through production stages with automated workflow tracking and quality control.
Gray Market Prevention
Ensure regulatory compliance with automated documentation, traceability, and audit-ready reporting capabilities.
Trusted Across Industries
From healthcare to aerospace, our Smart Labels deliver value across diverse sectors
Cold Chain & Perishables
Track medical equipment, patient samples, and pharmaceutical inventory with precision and compliance.
Freight Forwarding / 3PL Logistics
Optimize store inventory, prevent stockouts, and enhance customer experience with real-time tracking.
Warehousing & Distribution
Monitor production lines, raw materials, and finished goods for improved operational efficiency.
Manufacturing & Processing
Track shipments, optimize routes, and provide customers with accurate delivery updates in real-time.
High Value Goods
Ensure food safety, monitor temperatures, and maintain supply chain transparency from farm to table.